TRF — quick tool change
The TRF system automates the lateral movement of dies in and out of the press and their hydraulic clamping on the bolster. Combined with saved die programs, it makes short runs profitable.
The new CF / MC / DS generation shares the ME UniFrame platform — one mechanical core, one safety architecture. The same body, slide, columns and guides accept four interchangeable drive modules. Upgrade the drive years after installation, instead of replacing the press.
The drive sets the slide-motion curve, the dwell at bottom dead centre and the energy profile. Pick one to compare.
Classical crank drive on a forged, treated shaft. A clean sinusoidal slide motion with peak velocity at mid-stroke.
Best for: Conventional stamping, blanking and piercing — the broadest range of jobs.
The eccentric drive with a stroke-adjustment block on the crown, so stroke length adapts to varied part heights without changing the press.
Best for: Mixed part heights and short runs where stroke flexibility saves setup.
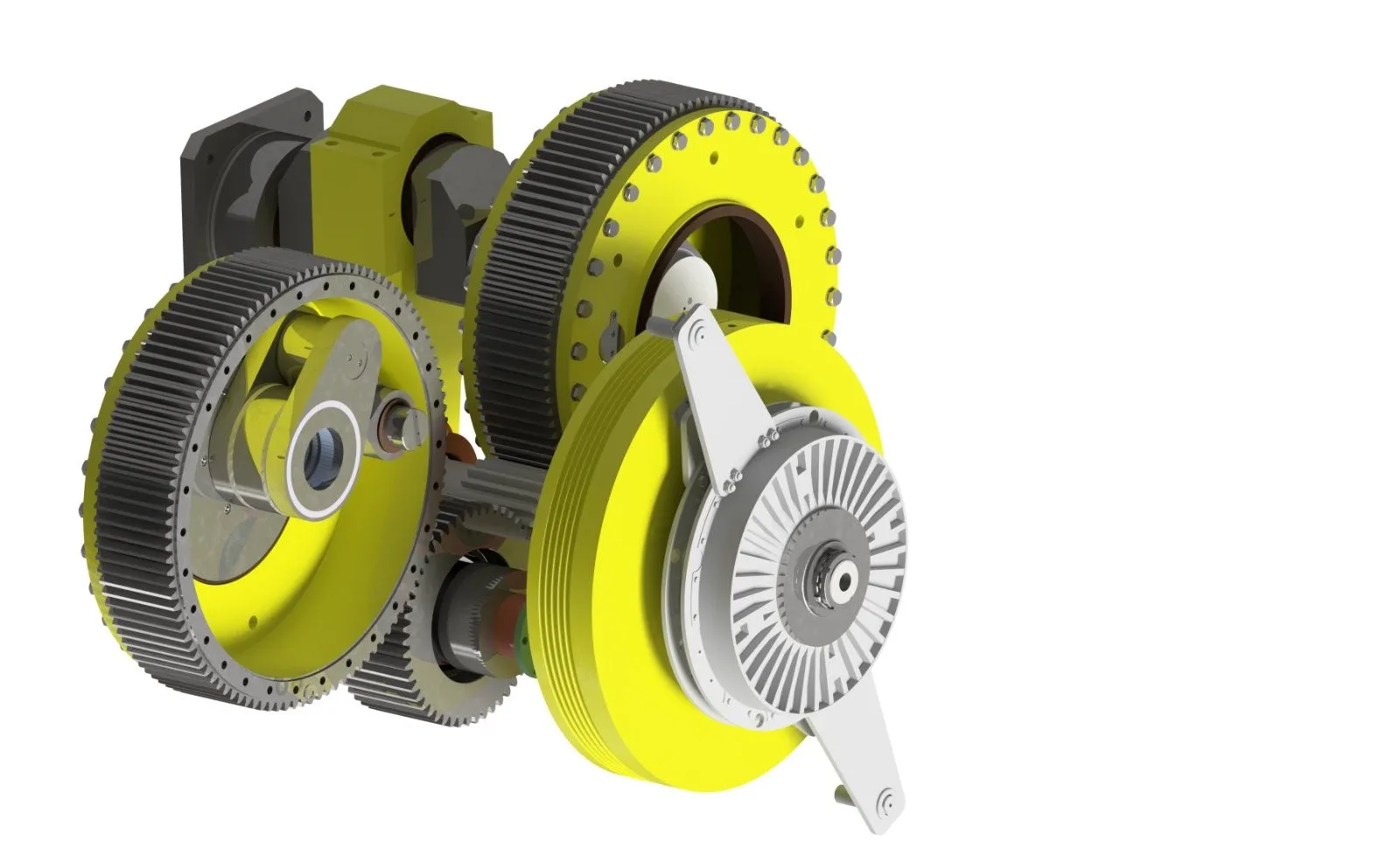
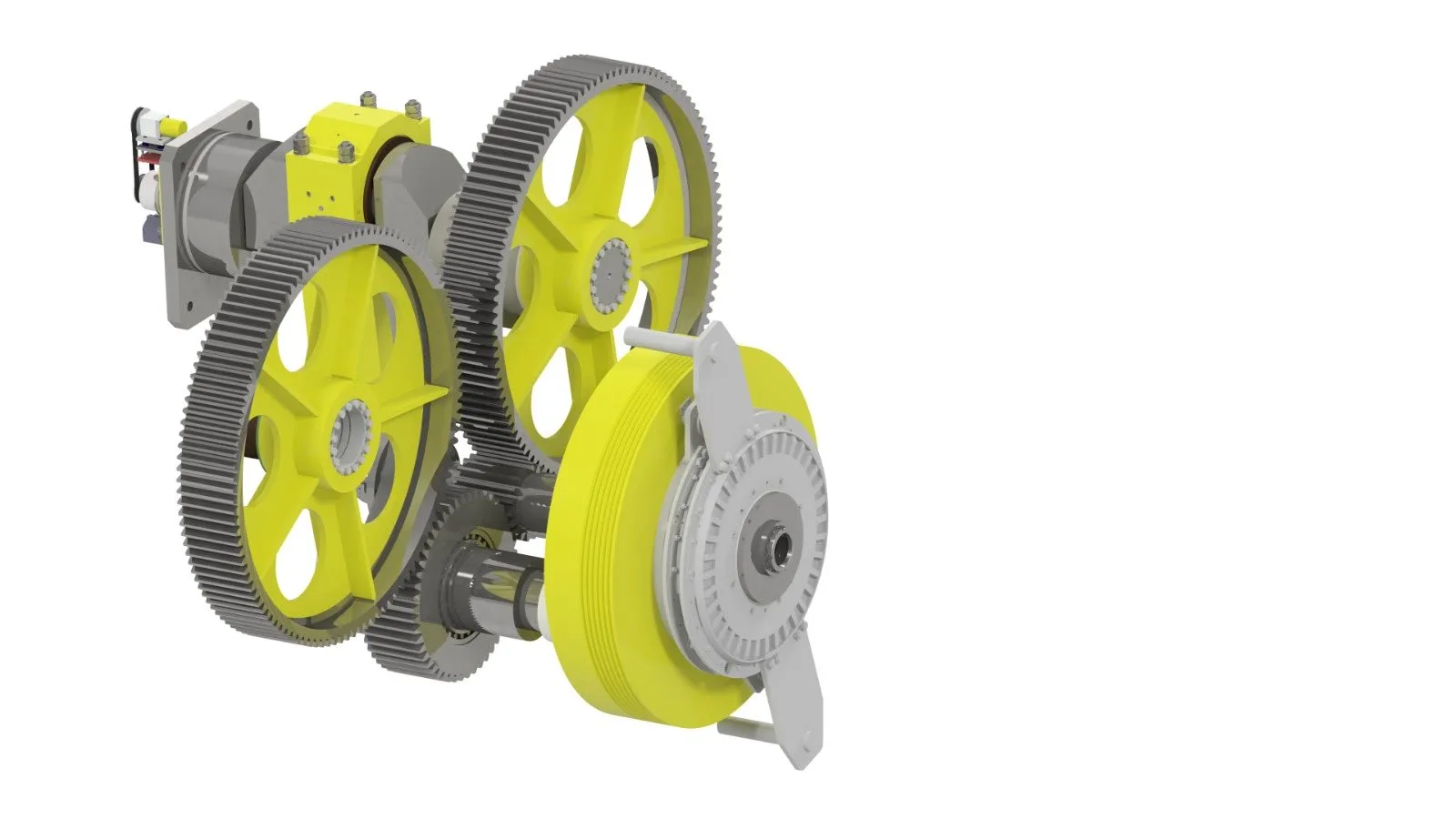
An articulated four-bar linkage reshapes slide motion: the working stroke around bottom dead centre is slower than the return — longer contact, lower tooling impact. Peak velocity near BDC is roughly 35% of the eccentric.
Best for: Deep drawing, thick-gauge forming, sensitive tools and extended die life.

Direct-drive servomotor with epicyclic reducer. Slide motion is fully programmable — multiple curves per tool, plus pendular cycles for real energy savings.
Best for: Mixed-tool factories, energy-conscious and process-adaptive forming.

An eccentric crank traces a clean sinusoid; a link-drive flattens near bottom dead centre, holding the tool against the workpiece longer at lower velocity. The position curve stays close to BDC for ~40% of the cycle — more contact time without losing strokes per minute, and a faster return.
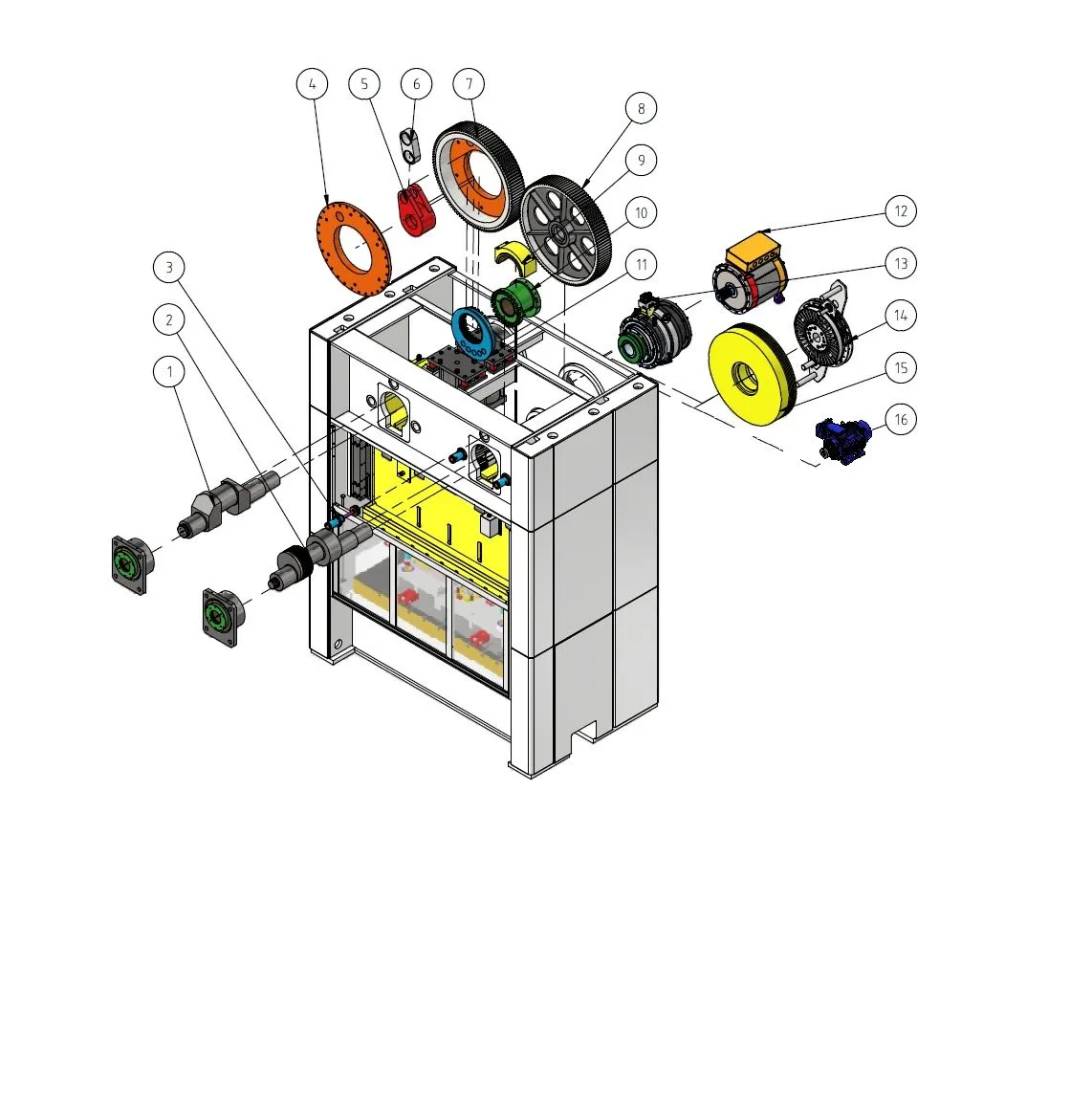
The UniFrame platform turns the mechanical press into a configurable architecture: the same structural hardware accepts the fixed-stroke, variable-stroke, link-drive or servo module. Only the drive parts change between configurations — which is why a press can be upgraded at control and hardware level years after installation.
TRF automates die clamping and lateral transfer; DMS controls every peripheral from the die loaded in the press — one interface, one controller, one database.
The TRF system automates the lateral movement of dies in and out of the press and their hydraulic clamping on the bolster. Combined with saved die programs, it makes short runs profitable.
A modular hardware-and-software package that collects, processes, controls and visualises every signal on the line — feeders, manipulators, transfer units, guillotines, conveyors, detection systems, clamping and programmable electronic cams. The die determines the parameters; the operator audits a job-by-job history from the HMI.

Tailored is the standard at Mecânica Exacta. We design and build special stacking units, straightening presses, pick & place units, special stamping tools and complete forming lines — each engineered around the part and the process rather than a catalogue page. Hydraulic drives comply with EN ISO 16092-1 and -3.
Tell us the part — we'll specify the press.From the palm of your hand
Every machine is networked on one intranet and connected to the internet — the whole line is controlled and monitored in real time from a single HMI, or a smartphone.
Ready for your MES / ERP
Real-time monitoring simplifies OEE measurement and feeds your MES or ERP in a simple, reliable way.
Diagnostics in real time
The DMS control diagnoses every variable in real time and tells the operator, through the HMI, exactly what to do to keep the line running.
~25 min line setup
Parameters are stored in the press DMS, so after each tool and coil change the first part stamped is good. One operator sets up a whole line in about 25 minutes.
Share the part and the process — we'll specify the platform, the drive and the line.